





Technology
DHR237R Tough-Pitch Copper
3° curved surface sample Comparison of cutting surface
Material: Tough-Pitch Copper
Work size: 50 × 50 (mm)
Cutting Depth: 12mm
Total cutting time: 11hr 16min
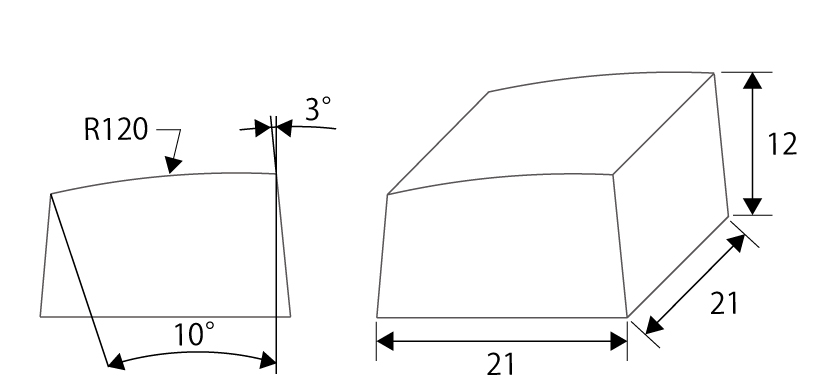
One piece includes 4 shapes, total two pieces
Unit: mm
Tool
DHR237R

●Long neck corner radius end mill specialized for machining copper electrode.
●37.5º helix angle provides both sharpness shearing ability and finishing surface quality, combining the most suitable cutting edge design realizes the higher quality of finishing surface.
●High quality and stable milling performance with long tool life by optimized design and DLC coating.
●Machining copper tungsten electrodes is also effective.
Cutting Condition
| Process | Roughing |
Semi - Finishing (Curved Surface R120) |
Finishing | ||
| Slotting | Contour line | Scanning line | Scanning line | Contour line | |
| Tool | DHR237R Φ3×R0.2×12 Machined by one end mill from roughing through finishing. |
||||
|
Spindle speed (min-1) |
14,000 | ||||
|
Feed (mm/min) |
1,500 | 3,000 | 1,000 | ||
|
Depth of cut (mm) |
ap0.06 | ap0.12 ae1.5 |
ae0.05 | ae0.03 | ap0.03 |
|
Stock (mm) |
0.03 | - | |||
| Coolant | Water-insoluble fluid | ||||
|
Cutting time (1 piece) |
1hr 6min | 4hr 32min | |||
Result
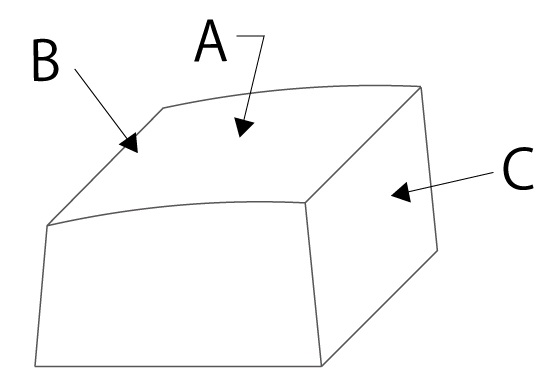
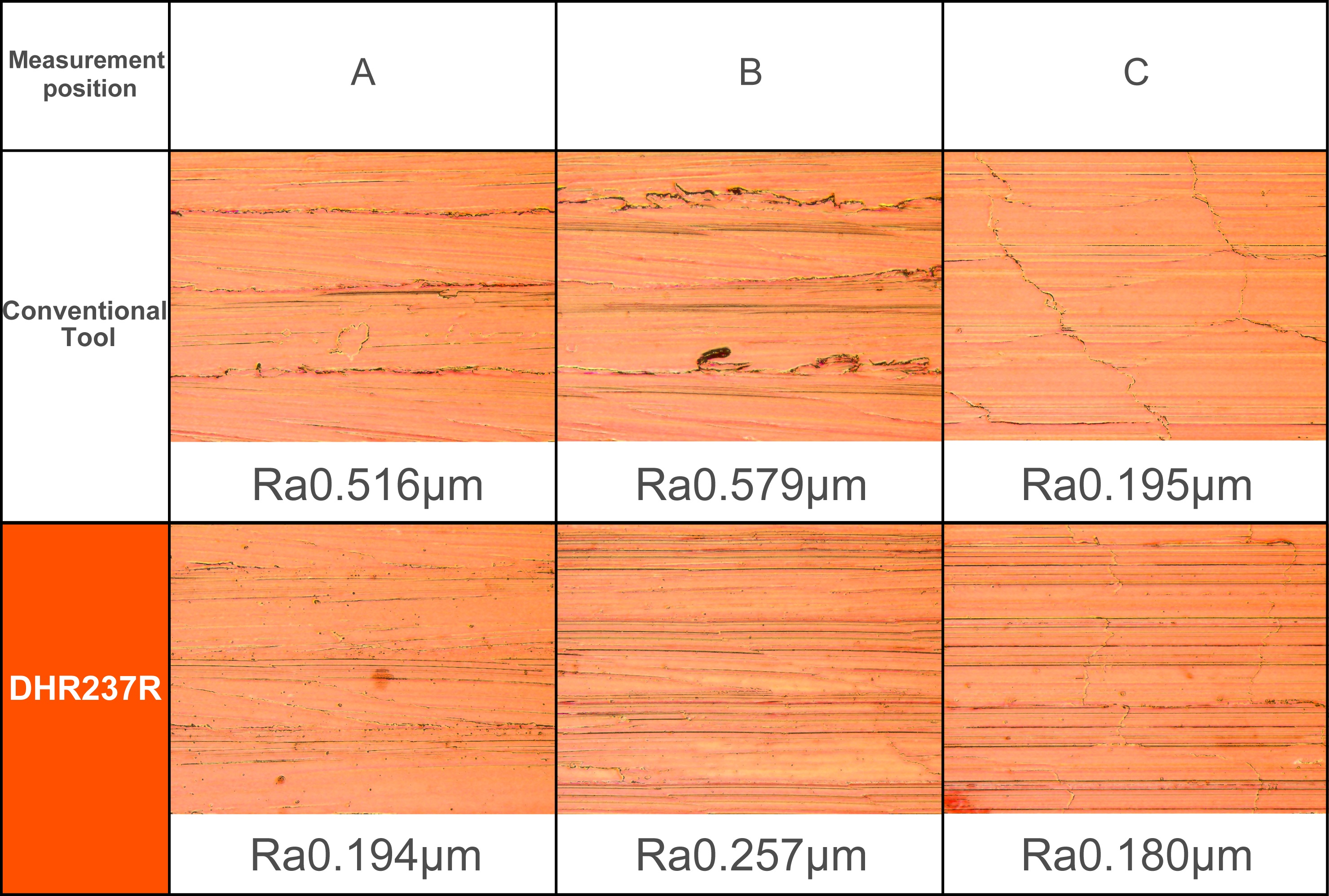
Surface roughness
Measurement position.
1st shape
8th shape
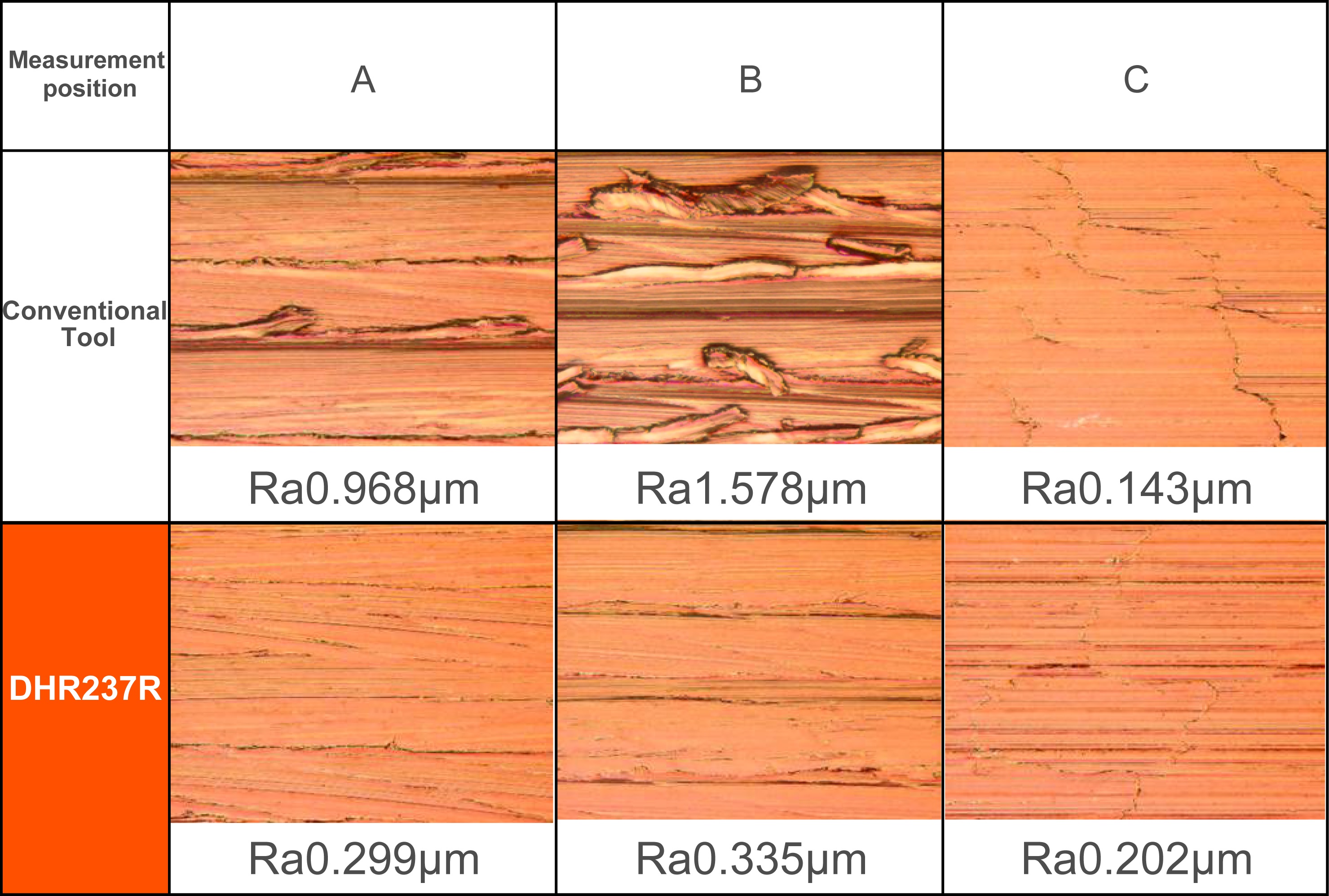
DHR237R can realize no plucking stable surface.
Tool wear
Observant point
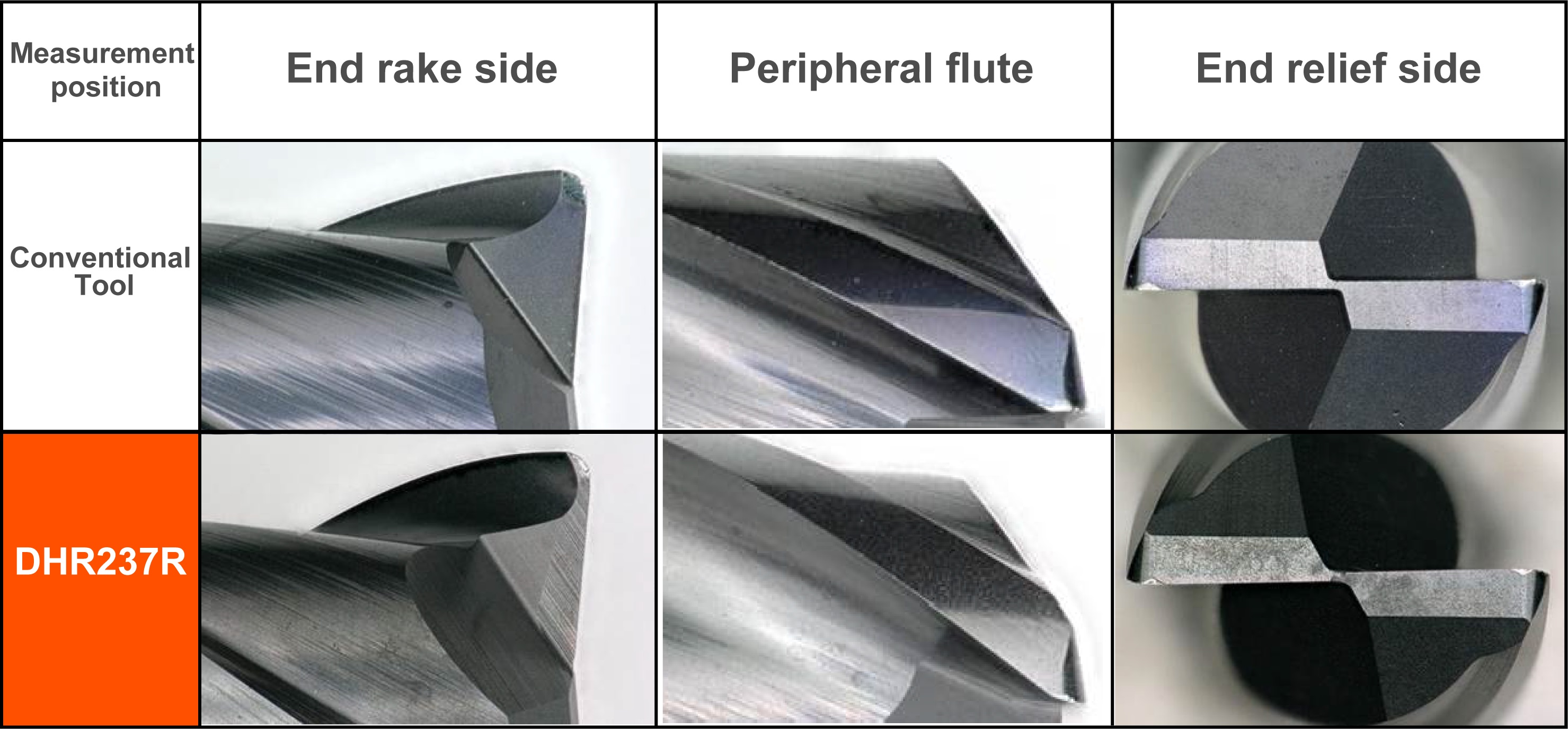
DHR237R inhibits wearing progress to achieve continuing stable cutting surface.