





Technology
DHR237R Copper Tungsten
Press Mould Electrode Model

Work size: 30×35mm
(Cutting depth 1 mm)
Material: Copper Tungsten
Cutting time: 2hr 5min
Tool
DHR237R
*Used total 2 tools for machining, one was for roughing and the other was for semi-finishing and finishing.

●Long neck corner radius end mill specialized for machining copper electrode.
●37.5º helix angle provides both sharpness shearing ability and finishing surface quality, combining the most suitable cutting edge design realizes the higher quality of finishing surface.
●High quality and stable milling performance with long tool life by optimized design and DLC coating.
●Machining copper tungsten electrodes is also effective.
Cutting Condition
Roughing ・ Semi-finishing
| Cutting process | Roughing | Semi-finishing | ||
| Contour line | Slotting | Plane | Side | |
| Tool | DHR237R Φ1×R0.1×3 | |||
|
Spindle speed (min-1) |
23,000 | |||
|
Feed (mm/min) |
2,200 | 1,000 | 2,200 | |
|
Depth of cut (mm) |
ap0.054 ae0.55 |
ap0.027 | ae0.05 | ap0.03 |
|
Stock (mm) |
0.05 | 0.03 | ||
| Coolant | Water soluble fluid | |||
| Cutting time | 23min | 30min | ||
Finishing
| Cutting process | Finishing | |||
| Plane | Side | |||
| Tool | DHR237R Φ1×R0.1×3 | |||
|
Spindle speed (min-1) |
23,000 | |||
|
Feed (mm/min) |
1,100 | |||
|
Depth of cut (mm) |
ae0.05 | ap0.02 | ||
| Coolant | Water soluble fluid | |||
| Cutting time | 1hr 12min | |||
Result
Cutting shape details
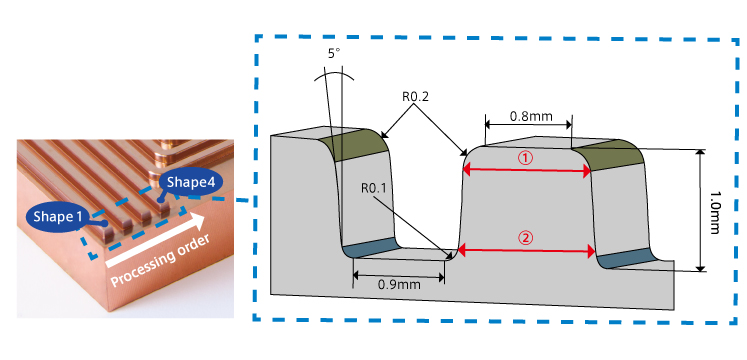
Cutting Accuracy
| Measurement position | ① 【-0.2mm from the top】 |
② 【-0.8mm from the top】 |
| Target | 1.202mm | 1.307mm |
| Shape 1 | 1.203mm Error :0.001mm |
1.311mm Error :0.004mm |
| Shape 4 | 1.207mm Error :0.005mm |
1.314mm Error :0.007mm |
Surface roughness
(μm)
| Shape1 | Shape4 | |||
| Side | Ra:0.159 Rz:1.403 |
Ra:0.139 Rz:1.018 |
||
| Bottom | Ra:0.055 Rz:0.516 |
|||
Tool wear

Even through the long time copper tungsten machining, DHR237R can keep stable accuracy and surface roughness.