





Technology
MRBSH330 Die cutter for Insulation sheet
Realize high efficient machining on micro shape machined by small diameter end mill

Work material : HAP40(64HRC)
Work size : 50×50mm
Depth of cut : 20mm
Coolant : Oil Mist
Total machining time : 6hr52min
Tool
MRBSH330

●High-efficiency 3-flute ball end mill optimizes a shape of central edge and enables high depth of cutting.
●Even hardened steel of 45 to 70HRC can be machining with long tool life and high efficiency.
●R accuracy is ±0.005mm (R accuracy is based on a half value of actual diameter).
●Shank diameter tolerance , high accuracy type, is - 0.001 ~ - 0.003.
Cutting condition
 |
 |
| Finishing area ① | Finishing area ② |
| Process | Roughing① | Finishing① | Roughing② | Roughing③ | Semi-finishing | Finishing② |
| Tool | MRBSH330 R1×3 |
MRBSH330 R0.5×2 |
MRBSH330 R0.3×1 |
MRBSH330 R0.3×1 |
||
| Spindle speed (min-1) |
20,000 | 25,000 | ||||
| Feed (mm/min) |
3,000 | 1,500 | 2,100 | 1,080 | 800 | |
| Depth of cut ap×ae(mm) |
0.23 × 0.3 | ae 0.05 | 0.02 × 0.1 | 0.015 × 0.05 | Z pitch 0.02 | Side:Z pitch 0.003~0.01 Bottom:ae 0.05 |
| Stock (mm) |
0.05 | 0 | 0.03 | 0.015 | 0.005 | 0 |
| Time | 37min | 33min | 1hr26min | 42min | 39min | 2hr55min |
Result
【Accuracy】
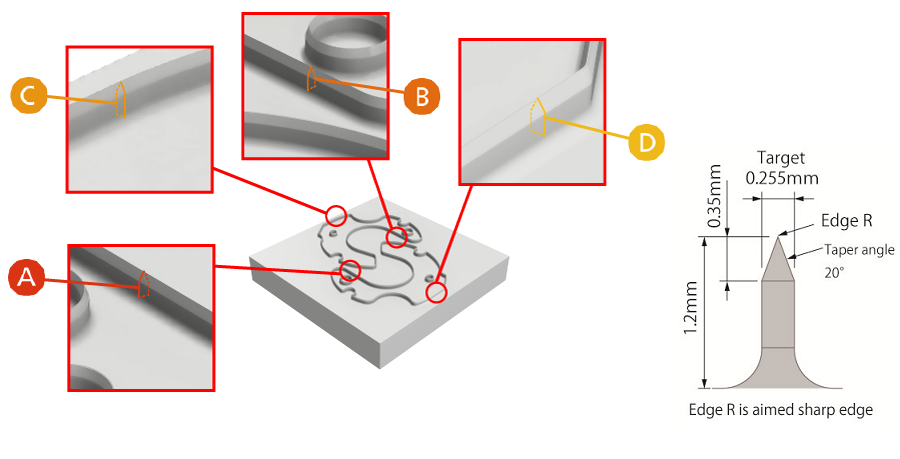
Unit[mm]
 |
 |
 |
 |
||
| Width | Target | 0.255 | |||
| Actual | 0.260 | 0.258 | 0.259 | 0.260 | |
| Error | +0.005 | +0.003 | +0.004 | +0.005 | |
| Edge R | 0.0018 | 0.0027 | 0.0025 | 0.0025 | |
【Surface roughness】
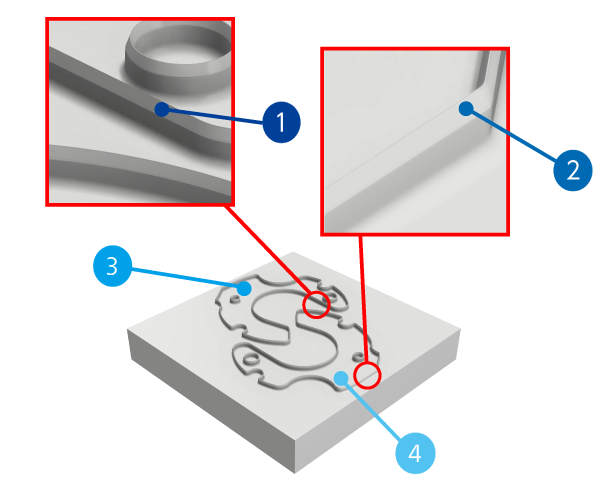
Unit [μm]
 |
 |
 |
 |
|
| Ra | 0.070 | 0.070 | 0.303 | 0.328 |
| Ra | 0.387 | 0.355 | 1.719 | 1.699 |