





Technology
MRBSH330 Gear model
Even micro shape with small diameter also supports depth of cut and feed rate for high efficiency
Work material : YXR7(61.5HRC)
Work size : 50×50mm
Depth of cut : 10mm
Coolant : Oil Mist
Total machining time : 1hr45min
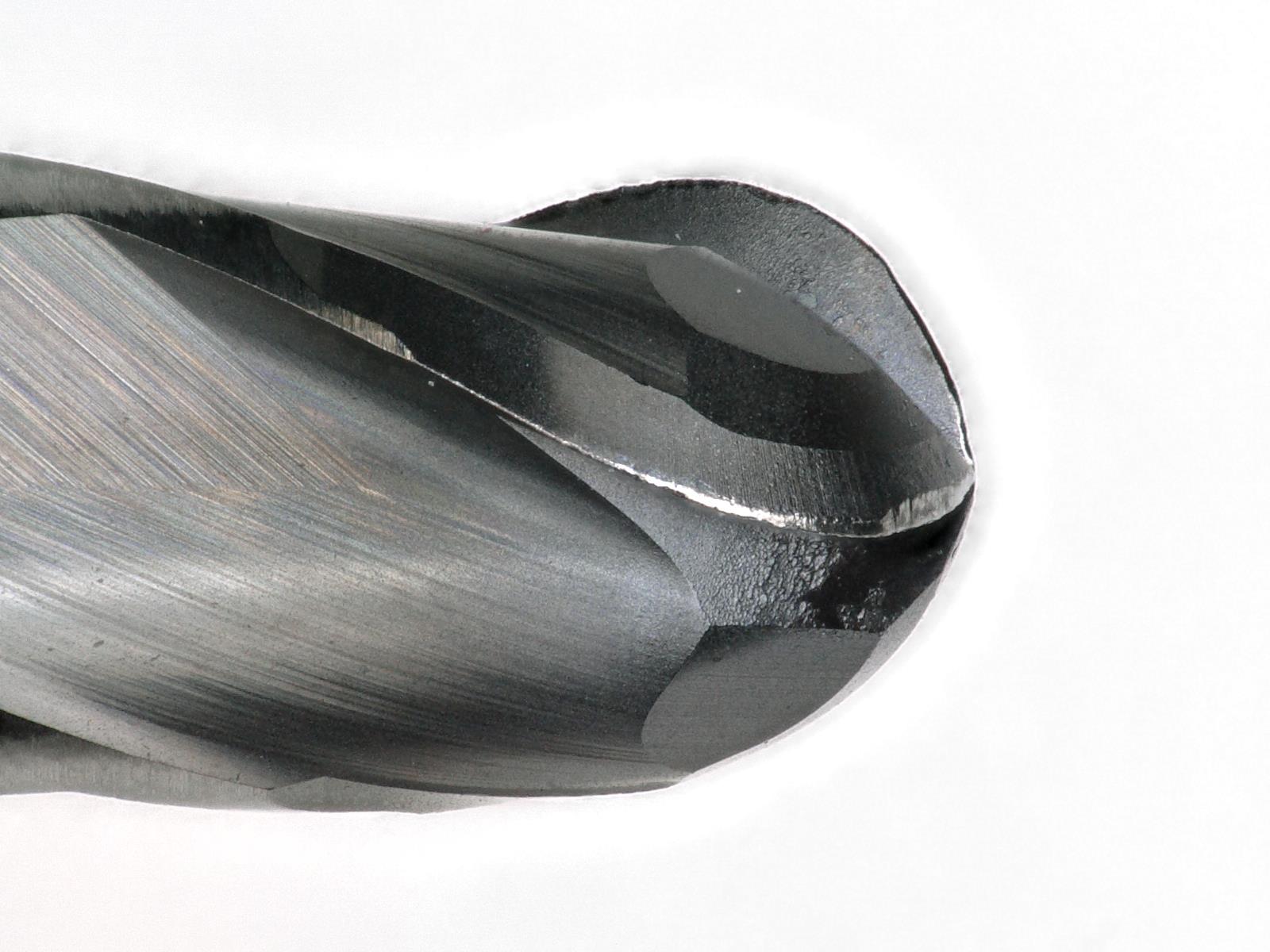
Tool
MRBSH330

●High-efficiency 3-flute ball end mill optimizes a shape of central edge and enables high depth of cutting.
●Even hardened steel of 45 to 70HRC can be machining with long tool life and high efficiency.
●R accuracy is ±0.005mm (R accuracy is based on a half value of actual diameter).
●Shank diameter tolerance , high accuracy type, is - 0.001 ~ - 0.003.
Cutting condition
| Process | Roughing | Semi-finishing | Finishing |
| Tool | MRBSH330 R1×6 |
||
| Spindle speed (min-1) |
20,000 | ||
| Feed (mm/min) |
2,400 | 2,400 | 1,200 |
| Depth of cut ap×ae(mm) |
0.225 × 0.3 | pf:0.09 | pf:0.05 |
| Stock (mm) |
0.03 | 0.01 | 0 |
| Time | 57min | 12min | 36min |
Result
【Accuracy】
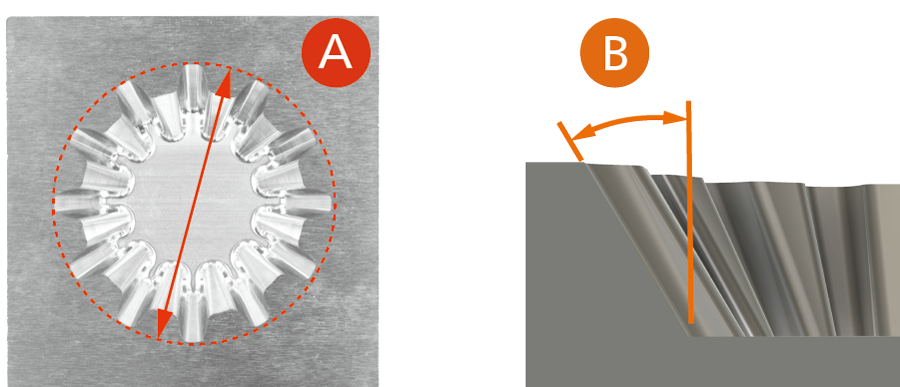
Unit [mm]
 Width Width |
 Inclined angle Inclined angle |
|
| Target | 37.073 | 30°45’ |
| Actual | 37.069 | 30°48’ |
| Error | -0.004 | + 0° 3’ |
【Surface roughness】
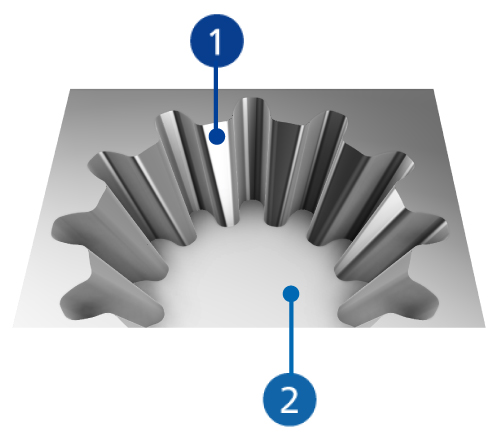
Unit [μm]
 |
 |
|
| Ra | 0.26 | 0.41 |
| Rz | 1.75 | 3.69 |
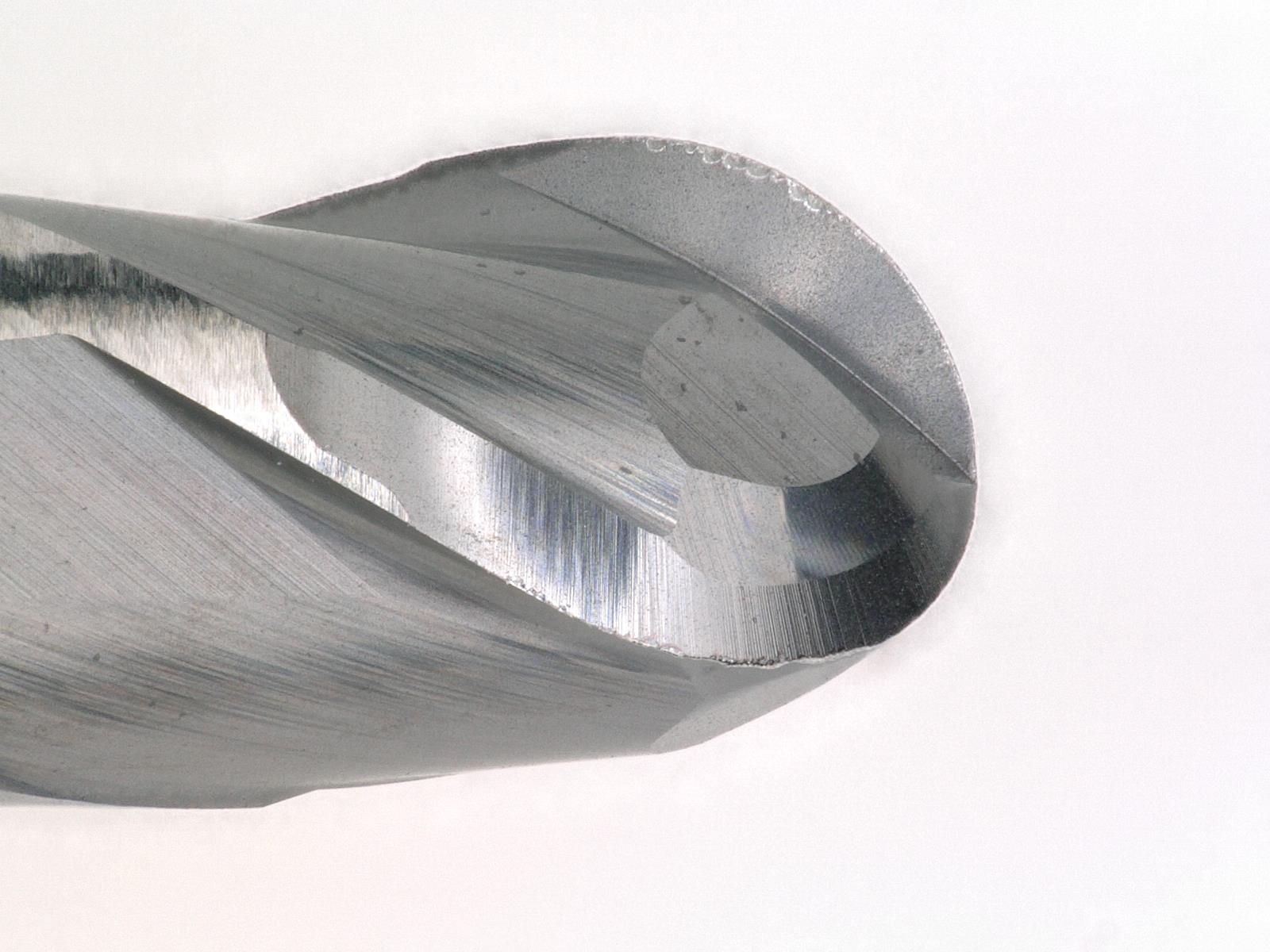
【Tool wear】
| Rake | Peripheral cutting edge | Center | Machining time | |
| MRBSH330 R1 × 6 Roughing |
 |
 |
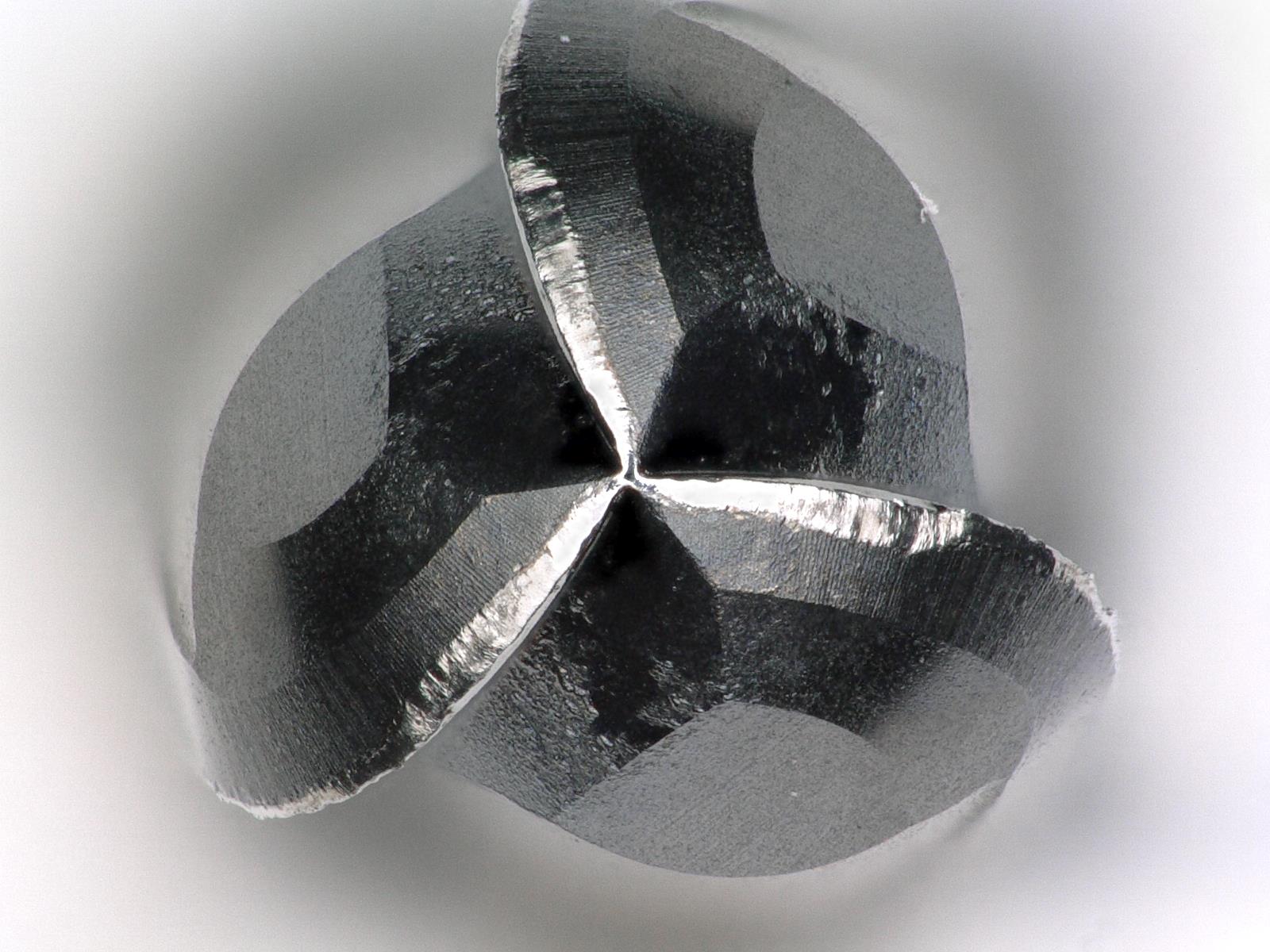 |
57min |
| MRBSH330 R1 × 6 Finishing |
 |
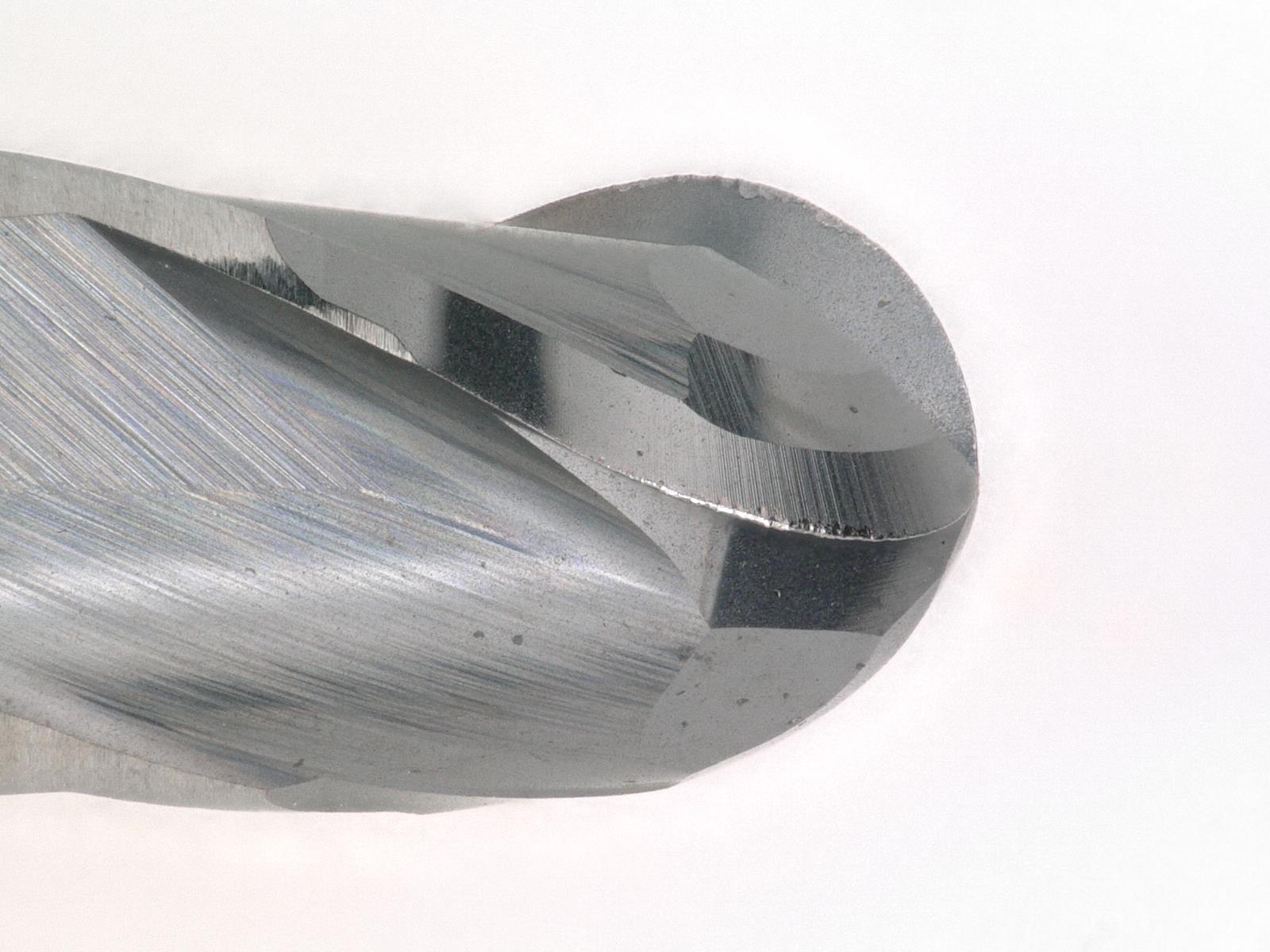 |
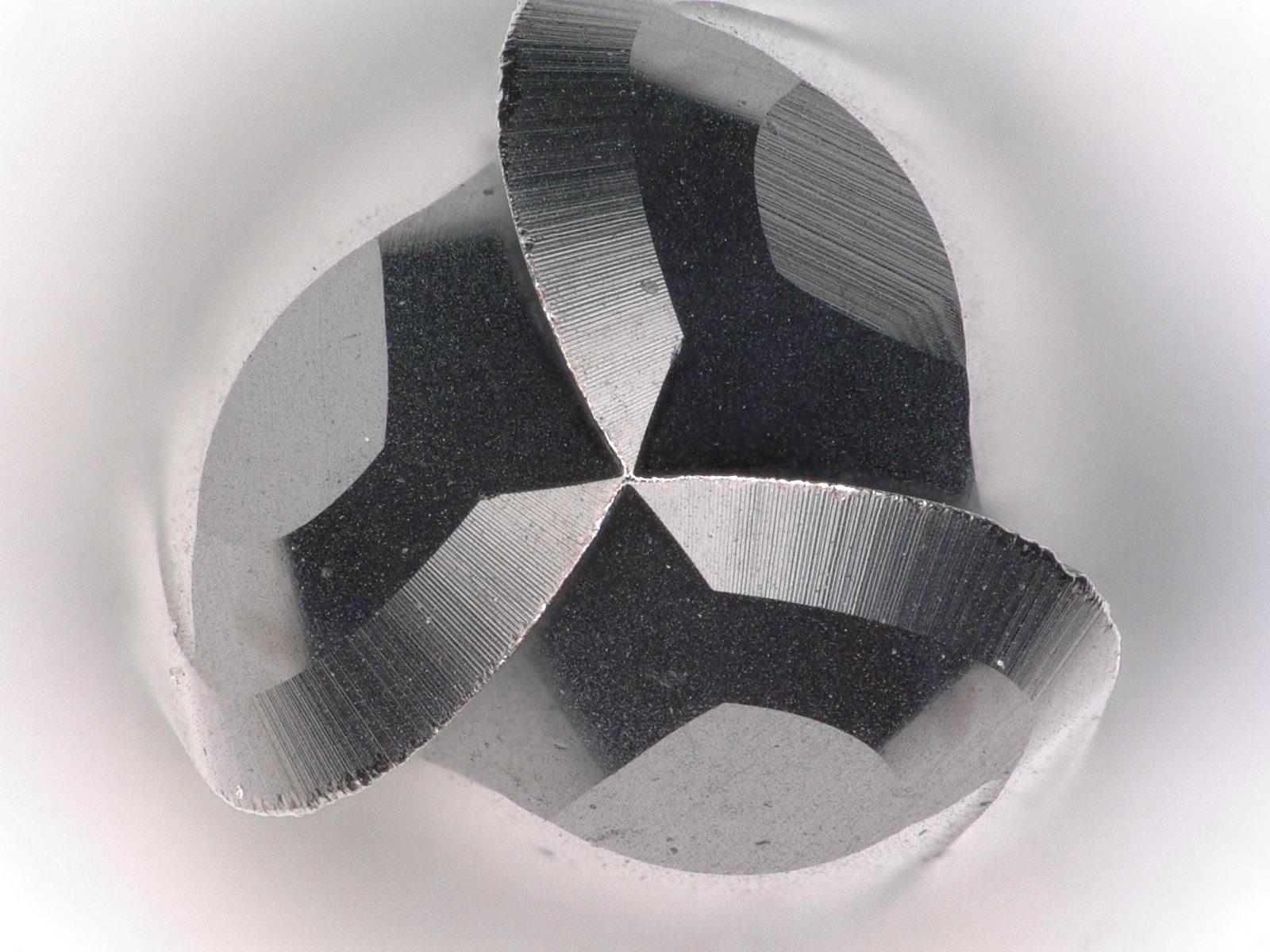 |
36min |