FAQ
よくあるご質問
加工や技術について
回転数と送り速度を同じ割合で調整してください。
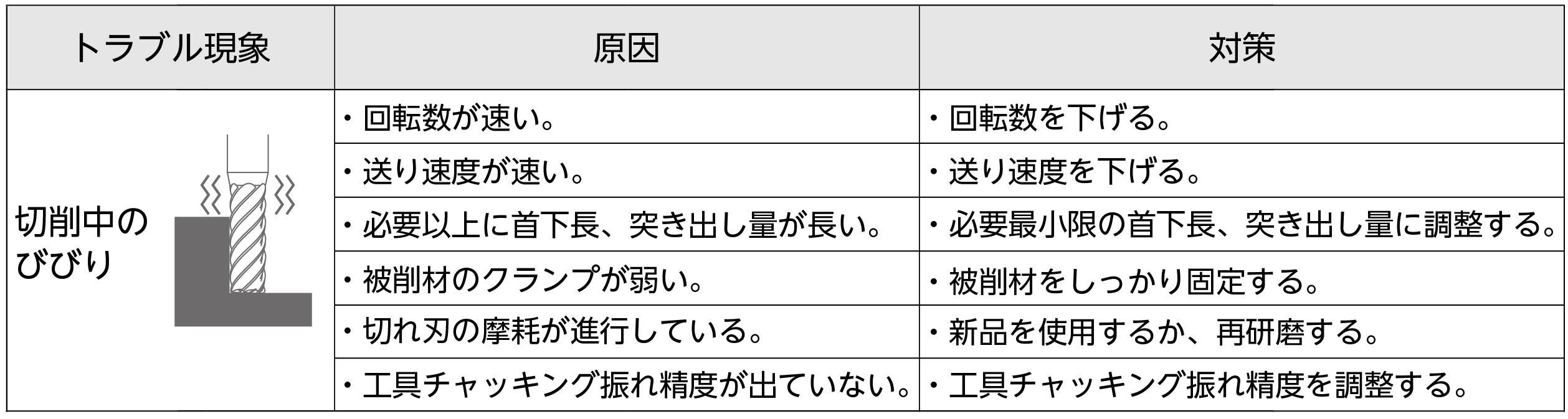
びびりが発生する原因と対策をご確認ください。
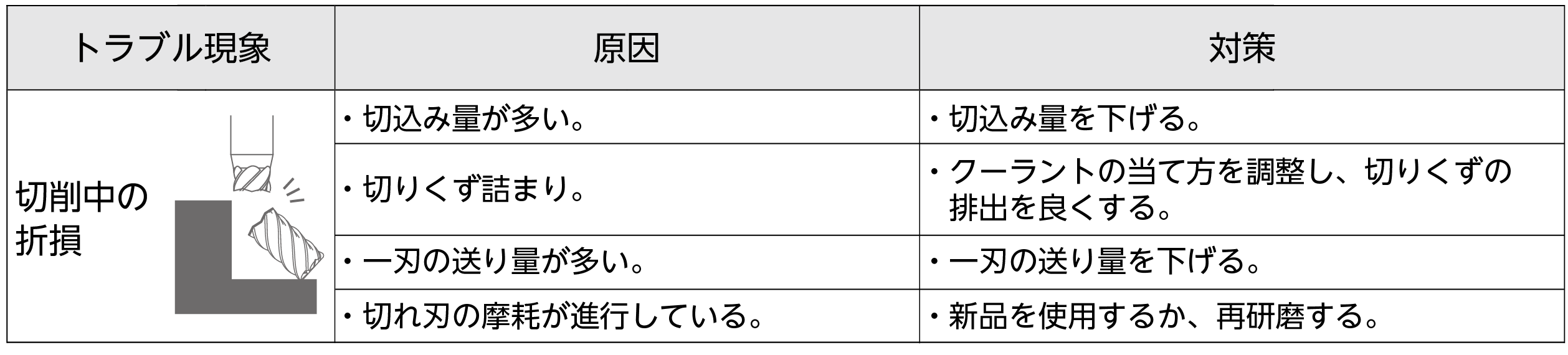
工具の折損が発生する原因と対策をご確認ください。
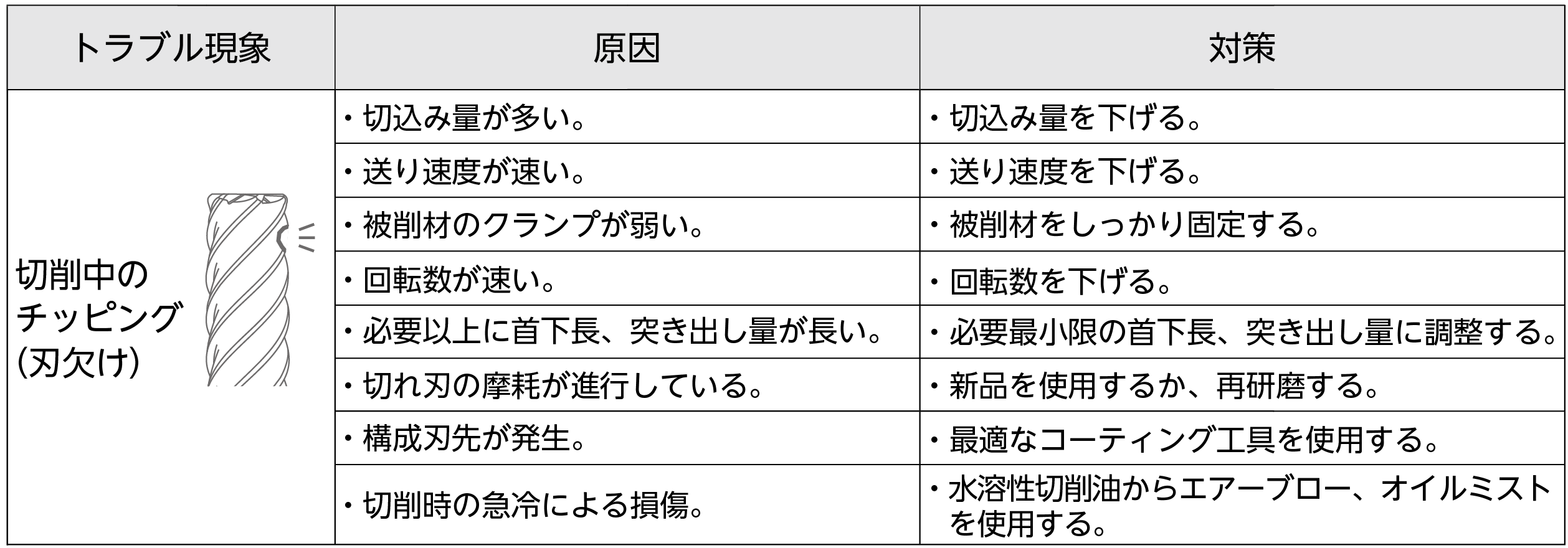
工具のチッピング(刃欠け)が発生する原因と対策をご確認ください。
切れ刃の異常摩耗が発生する原因と対策をご確認ください。

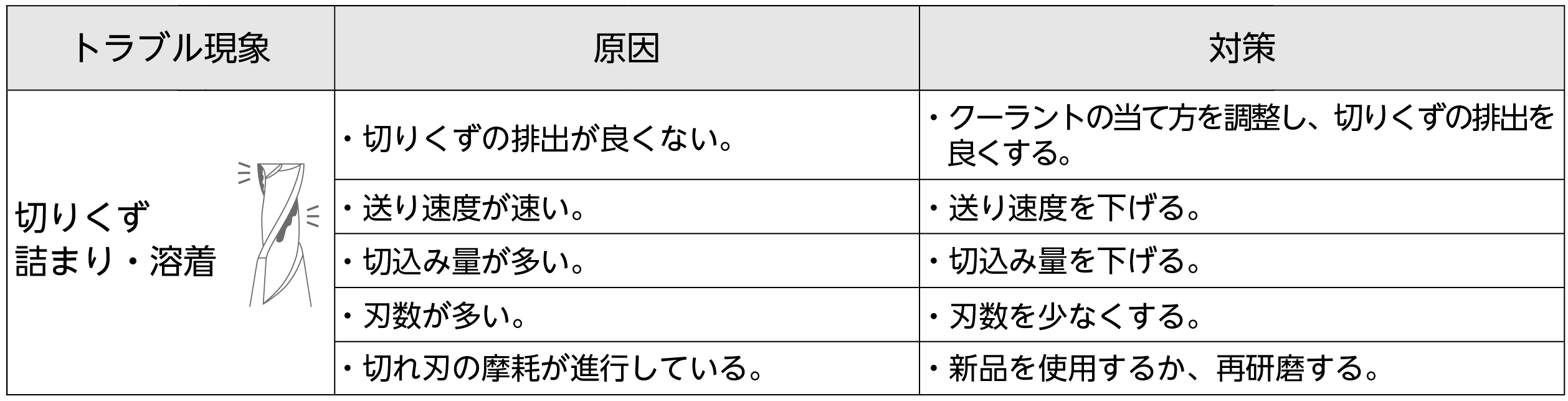
切りくずの詰まりや溶着が発生する原因と対策をご確認ください。
工具の倒れが発生する原因と対策をご確認ください。

バリが発生する原因と対策をご確認ください。

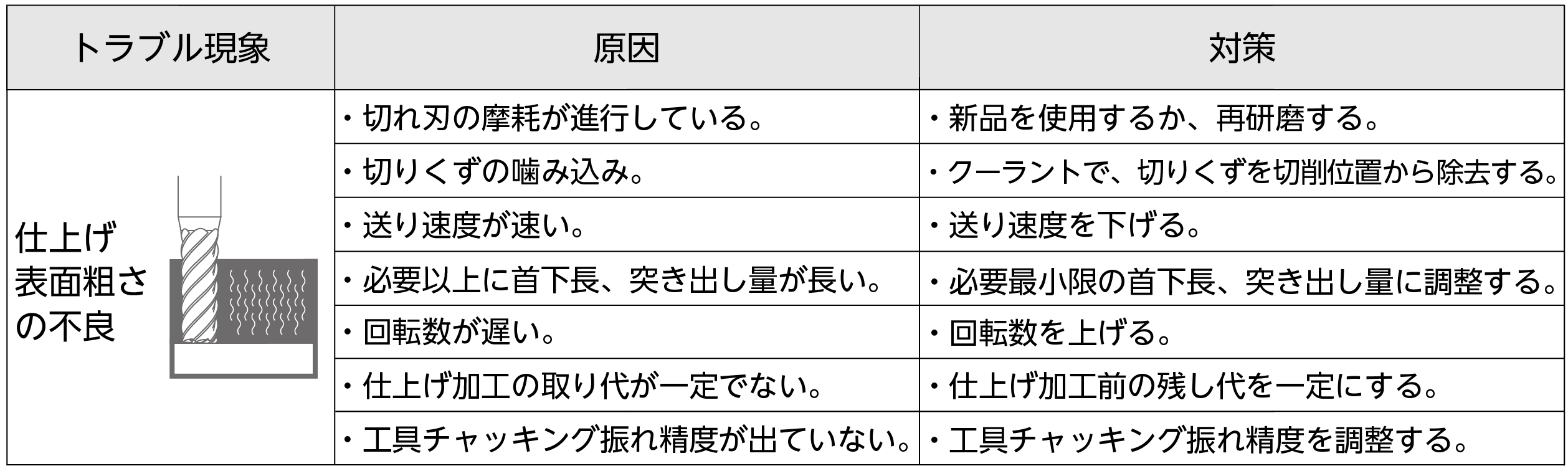
仕上げ表面粗さの不良が発生する原因と対策をご確認ください。
加工精度の不良が発生する原因と対策をご確認ください。

カタログに記載している刃長や首下長以上の切込みは推奨しておりません。再度工具選定を行っていただくか、追加工等をご検討ください。
加工内容に応じて必要であると考えます。精密加工、高精度加工、小径の工具を使用する際は暖機運転を行った上、スピンドルが伸び切った状態にすることが必要であると考えます。 また、工具長測定に関しても暖機運転を行ったうえで測長することをお奨めします。
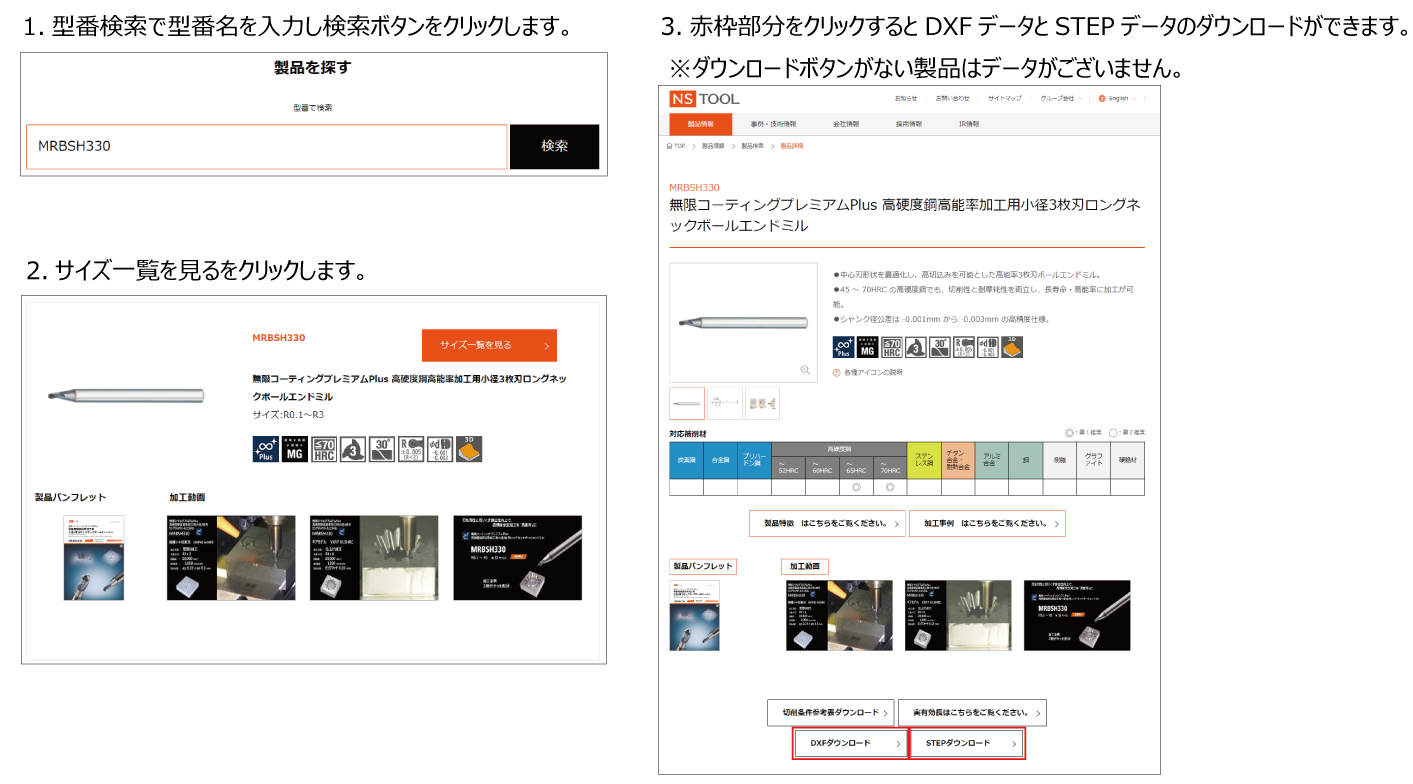
製品について
日頃お取引のある販売店にお問い合わせください。
また、ご不明な点がございましたら、弊社営業所へお問い合わせください。
お問い合わせ先はこちら
日頃お取引のある販売店にお問い合わせください。
また、ご不明な点がございましたら、弊社営業所へお問い合わせください。
お問い合わせ先はこちら
カタログ又はパンフレットの規格表に再研磨可能マークが付いている製品で、シャンク長が15mm以上であれば再研磨は可能です。ただし、摩耗状況によっては研磨不可になる可能性があります。日頃お取引のある販売店にご依頼ください。
NS TOOL オリジナルコーティングの特長ページをご覧ください。
NS TOOL オリジナルコーティングの特長ページはこちら
追加工後の寸法によって追加工対応を行っております。まずは販売店にどの製品をどの寸法に追加工するかをお伝えいただき、お見積りをご依頼ください。
銅タングステンの加工にCBNエンドミルは適していない為、銅電極加工シリーズのエンドミルをご使用ください。
銅電極加工シリーズの詳細はこちら
RSES230、RSE230、RSB230等の樹脂加工用エンドミルシリーズをご使用ください。
できるだけ刃長・首下長の短いものを使い、切削速度は200m/min、切込み量は微小でワークが変形する前に削ってしまうイメージ。熱でワークがやられないように水溶性切削油を推奨いたします。
樹脂加工用エンドミルシリーズの詳細はこちら
製品のシャンク部に記載されている6桁の番号を弊社お問い合わせフォーム又はフリーダイヤルでお伝えください。
海外営業部のエリア担当よりご案内いたしますので、一度弊社宛にご連絡ください。