





Technology
MSUSZ440 High Efficient Machining Example for Stainless Steels (SUS304)
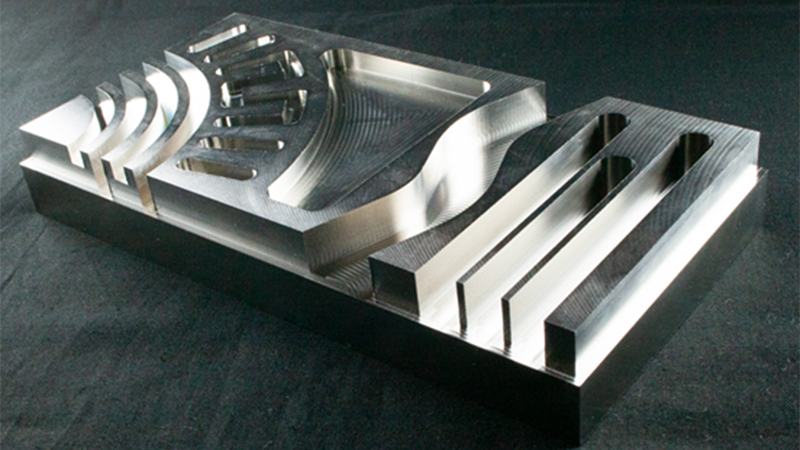
Work size : 200×100mm
(Cutting depth : 12mm)
Material : SUS304
Total cutting time : 12min 26sec
Total 12.5 minutes for high efficient machining!
Only use 1 tool to complete all machining processes.
Tool
MSUSZ440

●Unequal flute spacing, unequal helix angle and high rigid end profile design to minimize chatter realize high efficient machining.
●New developed special edge profile realized multi-functional performance of side milling, slot milling and drilling approaches on stainless steel.
Milling Conditions
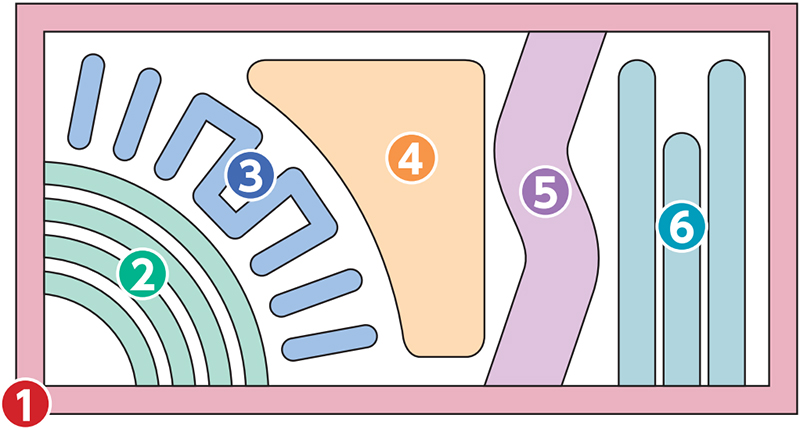
①The outer periphery part
※The outer periphery machining (Red part).
| Cutting process | Side | |
| Roughing | Finishing | |
| Spindle speed (min-1) |
5,000 | |
| Feed (mm/min) |
1,200 | |
| Depth of cut ap×ae(mm) |
12×1.2 | 12×0.05 |
| Stock (mm) |
0.05 | - |
| Cutting time | 1min 31sec | |
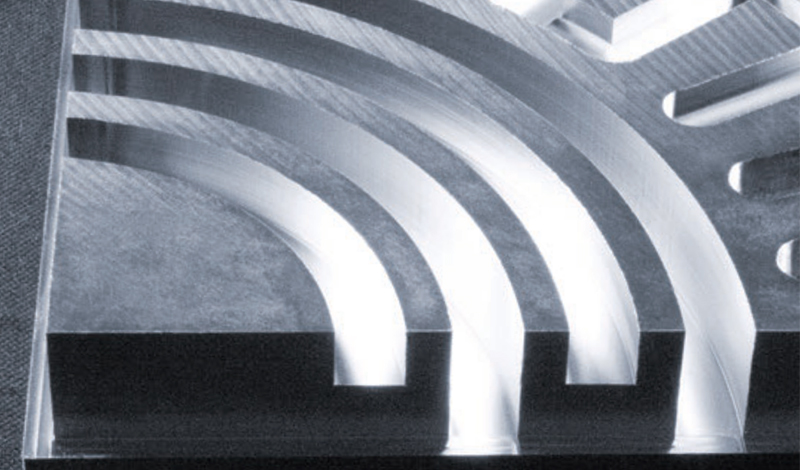
②Arc slot part
| Cutting process | Slot | |
| Depth of slot 6mm | Depth of slot 12mm | |
| Spindle speed (min-1) |
4,200 | |
| Feed (mm/min) |
400 | |
| Depth of cut ap(mm) |
6 | 6(2 times machining) |
| Cutting time | 1min 14sec | |
③Blind slot & Crank groove

| Cutting process | Slot | |||
| Depth of slot 3mm | Depth of slot 6mm | |||
| Drilling | Slot | Drilling | Slot | |
| Spindle speed (min-1) |
4,200 | |||
| Feed (mm/min) |
50 | 400 | 50 | 400 |
| Depth of cut ap(mm) |
3 | 3(2 times machining) | ||
| Cutting time | 54sec | |||
④Pocket

| Cutting process | Roughing | Finishing | ||
| Helical milling | Side | Bottom | Side | |
| Spindle speed (min-1) |
4,200 | 5,000 | ||
| Feed (mm/min) |
1,000 | 1,200 | ||
| Depth of cut ap×ae(mm) |
Approach angle 3° | 6×1.2 | 0.05×1 | 6×0.05 |
| Stock (mm) |
0.05 | - | ||
| Cutting time | 3min 51sec | |||
⑤Curved slot part (Trochoid milling)

| Cutting process | Roughing |
| Trochoid milling | |
| Spindle speed (min-1) |
5,000 |
| Feed (mm/min) |
1,200 |
| Depth of cut ap×ae(mm) |
12×1.2 |
| Cutting time | 2min 28sec |
⑥Thin wall part

| Cutting process | Roughing | Semi-finishing | Finishing |
| Slot | Side | ||
| Spindle speed (min-1) |
4,200 | 5,000 | |
| Feed (mm/min) |
400 | 1,200 | |
| Depth of cut ap×ae(mm) |
ap 6(2 times machining) | 12×1 | 12×0.05 |
| Cutting time | 2min 28sec | ||