Technology
PCD工具によるSTAVAX 52HRC仕上げ加工

ワークサイズ 200×100(mm)
被削材 : STAVAX 52HRC
加工時間 : 94時間50分
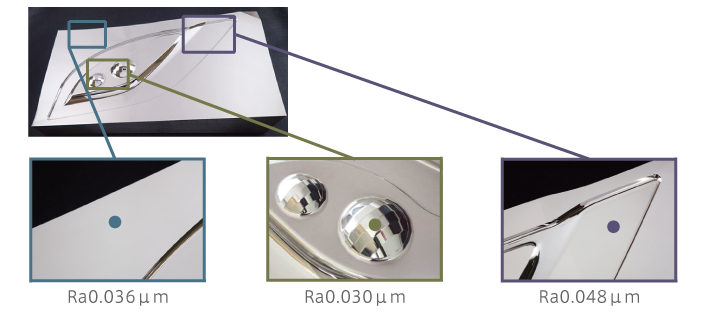
表面粗さRa0.05μm以下。
"ツルツル・すべすべ・ピカピカ"鏡のような加工面が実現しています。
なお、荒取りにMRBH230を、中仕上げにSSPB220を使用しています。
使用工具
PCDRB

●安定した加工面を得るためのユニークな工具デザイン。
●3次元仕上げ加工においてナノレベルの表面粗さを得られ、磨きレスが可能。
●バージョンアップした刃先デザインが、加工面品位の更なる安定化を実現しました。
切削条件
| 加工工程 | 荒取り1 | 荒取り2 | 荒取り3 | 中仕上げ | 仕上げ |
| 使用工具 | MRBH230 R3×10 |
MRBH230 R2×8 |
MRBH230 R1×6 |
SSPB220 R1×5 |
PCDRB R1×5 |
| 回転数 (min-1) |
15,000 | 15,000 | 20,000 | 45,000 | 45,000 |
| 送り速度 (mm/min) |
2,500 | 2,000 | 1,500 | 1,200 | 1,200 |
| 切込み量 ap×ae(mm) |
0.3×2.0 | 0.2×1.0 | 0.05×0.05 | 0.02×0.02 | 0.005×0.005 |
| 残し代 (mm) |
0.15 | 0.07 | 0.025 | 0.005 | - |
| クーラント | 不水溶性切削油 | ||||
| 加工時間 | 8時間18分 | 1時間42分 | 5時間7分 | 15時間58分 | 63時間45分 |
コメント
高硬度鋼への切削が可能なCBN工具を中仕上げに使用することで、仕上げ加工時の取り代の均一化を図りました。さらに、工具素材にダイヤモンド焼結体と特殊形状を採用したPCDRBで仕上げを行っています。CBN工具とPCD工具の組み合わせによって、磨きレスで鏡面のような面品位を出すことができました。