





Technology
SSPBTN220 深彫り仕上げサンプル
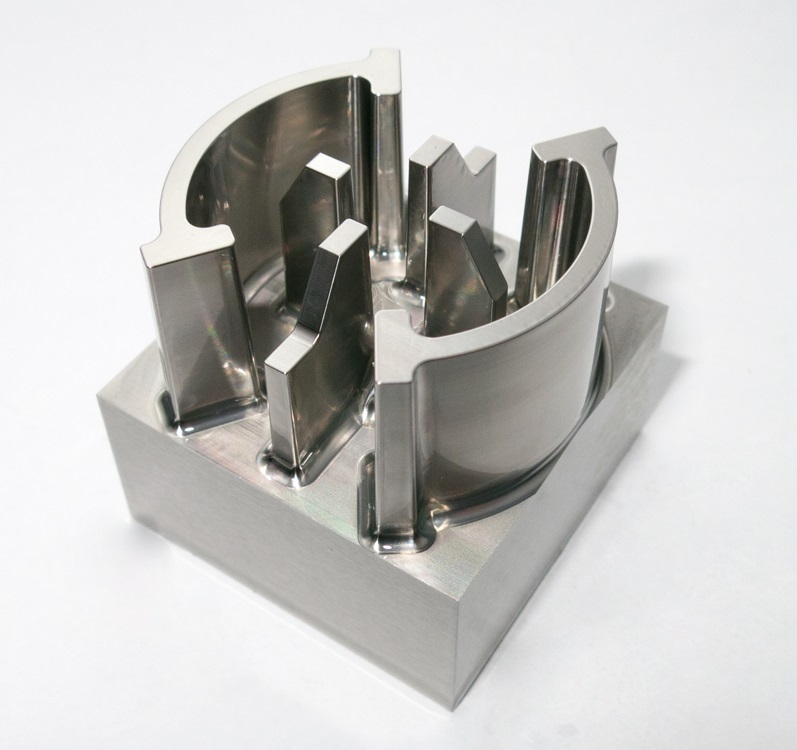
ワークサイズ 30×30mm (加工深さ15mm)
被削材 : ELMAX 60HRC
総加工時間 : 18時間9分
加工形状に合わせてロングテーパネックタイプのSSPBTN220を選択することにより、高能率、高精度な加工が可能になります。
使用工具
SSPBTN220

●高剛性化を可能にするテーパネック形状を採用したCBNロングネックボールエンドミル。
●切削性を向上させたスパイラルボール形状と合わせて、深部の仕上げ加工で精度・能率が向上します。
切削条件
| 加工工程 | ※荒取り | 取り残し | 中仕上げ | 仕上げ |
| 使用工具 | MRBTNH345 R1.5×1°×15 |
MRBTNH345 R1.5×1°×16 |
SSPBTN220 R1×1°×16 |
|
| 回転数 (min-1) |
15,000 | 10,000 | 10,000 | 16,000 |
| 送り速度 (mm/min) |
1,600 | 1,000 | 1,000 | 800 |
| 切込み量 ap×ae(mm) |
0.1×0.3 | 0.1×0.1 | ap0.05 | ap0.01 |
| 残し代 (mm) |
0.06 | 0.06 | 0.01 | - |
| クーラント | オイルミスト | |||
| 加工時間 | 7時間4分 | 22分 | 1時間56分 | 8時間47分 |
※荒取りには工具を2本使用しています。
コメント
表面粗さはRz0.423μmからRz1.086μmです。
加工寸法の誤差は+0.004mmから+0.006mmの範囲に収まっており、高硬度鋼に対する深彫り加工でも精度を保つことができています。
さらに、工具摩耗はR後退量で2μmのみで、継続使用可能な状態です。