





Technology
MFD 3軸加工機 A5052加工サンプル
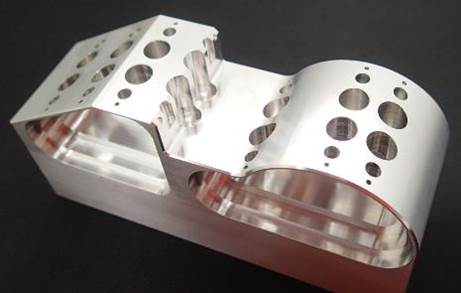
ワークサイズ 30×100mm
被削材 : A5052
加工時間 : 1分(穴加工のみ)
斜面や側面など様々な場面で高能率かつ安定した穴あけが可能です。
A5052へMFDで様々な個所に加工を行った事例です。
使用工具

切削条件
| 加工工程 | 穴あけ加工 | ||||||||
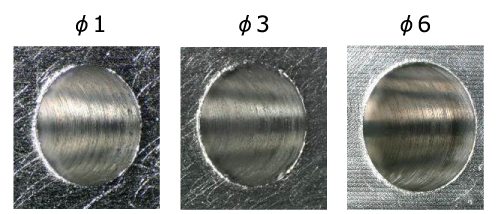
| 使用工具 | MFD Φ1 | MFD Φ3 | MFD Φ6 | ||||||
| 切削速度 (m/min) |
65 | 140 | 140 | ||||||
| 回転数 (min-1) |
20,000 | 15,000 | 7,500 | ||||||
| 被削材形状 | 平面 | 斜面 曲面 |
半割り | 平面 | 斜面 曲面 |
半割り | 平面 | 斜面 曲面 |
半割り |
| 送り速度 (mm/min) |
250 | 140 | 100 | 800 | 480 | 330 | 800 | 300 | 240 |
| 平面時に対する送り速度割合 | 100% | 56% | 40% | 100% | 60% | 41% | 100% | 37% | 30% |
| 一回転送り量 (mm/rev) |
0.013 | 0.007 | 0.005 | 0.053 | 0.032 | 0.022 | 0.107 | 0.04 | 0.032 |
| 貫通部板厚 (mm) |
1(1D) | 3(1D) | 6(1D) | ||||||
| 止まり穴 加工深さ (mm) |
最大2(2D) | 最大6(2D) | 最大12(2D) | ||||||
| クーラント | 水溶性切削油 | ||||||||
| 加工時間 (2D深さ/1穴) |
1穴 約1秒 | 約2秒 | 約3秒 | ||||||
コメント
曲面部貫通穴の裏側です。

平面部への加工において今回使用した工具すべてで穴公差H8を満たしています。