





Technology
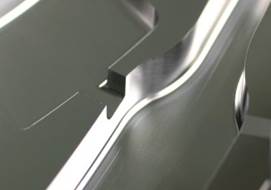
MSBH230/MRBH230 「マウス」キャビティモデル

ワークサイズ 135×95(mm)
被削材 : STAVAX 52HRC
加工時間 : 13時間17分(荒取りを除く)
高硬度鋼へ長時間加工を行っても安定した切削面を得られます。
小径エンドミルによるリブ溝加工も安定して行うことができます。
使用工具
MRBH230

●高硬度用の無限コーティングプレミアムと独自の新形状により耐チッピング性に優れ、びびりを抑えることにより仕上げ面が向上。
●65HRCまでの高硬度鋼に対応。
●全334サイズ!
MSBH230

●スタンダードタイプの高硬度用ボールエンドミル。仕上げ加工に最適。
●65HRCまでの高硬度鋼に対応。
切削条件
| 加工工程 | PL面仕上げ | 製品部仕上げ1 | 製品部仕上げ2 | 溝部仕上げ |
| 使用工具 | MSBH230 R3 |
MRBH230 R1×6 |
MRBH230 R0.5×6 |
MRBH230 R0.3×4 |
| 回転数 (min-1) |
12,000 | 18,000 | 18,000 | 18,000 |
| 送り速度 (mm/min) |
1,120 | 720 | 720 | 300 |
| 切込み量 (mm) |
pf 0.12 | pf 0.05 | pf 0.02 | ap0.01 |
| 取り代 (mm) |
0.05 | 0.03 | 0.025 | 0.015 |
| クーラント | オイルミスト | |||
| 加工時間 | 2時間20分 | 6時間4分 | 2時間43分 | 2時間10分 |
pf:ピックフィード
コメント

・PL面仕上げ
表面荒さRz0.909μmです。
MSBH230 R3の工具摩耗量は0.008mmでした。

・製品部仕上げ1
表面荒さRz1.492μmです。
MRBH230 R1×6の工具摩耗量は0.008mmでした。
・製品部仕上げ2
表面荒さRz0.607μmです。
MRBH230 R0.5×6の工具摩耗量は0.01mmでした。

・溝部仕上げ
勾配1°深さ4mmの形状です。
MRBH230 R0.3×4の工具摩耗量は0.008mmでした。
L/D=6.6の小径リブ溝加工でも安定した加工ができました。