





Technology
MSBSH330-5X パンチピン
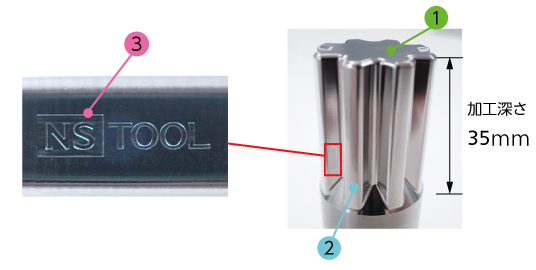
3軸加工では困難な深彫り加工も、
5軸加工機の特長を活かす工具設計で高精度な加工が可能

被削材 : HAP40(64HRC)
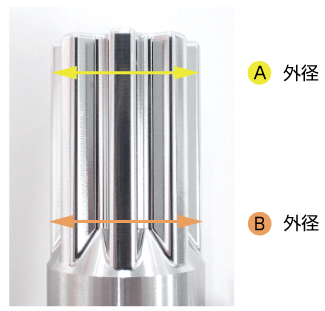
ワークサイズ : Φ25×80mm
クーラント : オイルミスト
総加工時間 : 5時間52分
使用工具
MSBSH330-5X

●5軸加工機の特長を活かす3枚刃・高剛性なボール形状で高精度で高能率加工を実現させてトータルコストを削減。
●45 ~ 70HRCの高硬度鋼でも、長寿命・高能率に加工が可能。
●3枚刃・不等分割によりびびりを抑制し、耐欠損性を重視した超硬素材にポジティブ刃先を採用することで切削負荷を低減して高能率加工を実現しています。
●R精度は±0.005mm(R精度は実外径の1/2を基準とする)
●シャンク径公差は-0.001mmから-0.003mmの高精度仕様。
切削条件
| 加工工程 | 荒取り | 中仕上げ | 仕上げ | 文字彫り | |
| 使用工具 | MSBSH330-5X R1 | MSBSH330-5X R1 | MSBSH330-5X R1 | MSBSH330-5X R1 | MSBSH330-5X R0.1 |
| 回転数 (min-1) |
20,000 | 20,000 | 20,000 | 20,000 | 40,000 |
| 送り速度 (mm/min) |
3,000 | 1,500 | 1,500 | 1,200 | 200 |
| 切込み量 ap×ae(mm) |
0.08 × 0.3 | 0.09 × 0.09 | 0.06 × 0.06 | 0.03 × 0.03 | 0.005 × 0.005 |
| 残し代 (mm) |
0.07 | 0.04 | 0.02 | 0 | 0 |
| 傾斜角 (°) |
20° ~ 90° | 30° ~ 90° | 30° ~ 65° | 30° ~ 65° | 90° |
| 加工時間 | 2時間 | 38分 | 55分 | 2時間13分 | 6分 |
加工結果
【面粗さ】
単位【μm】
 |
 |
 |
|
| Ra | 0.07 | 0.13 | 0.09 |
測定機:三鷹光器製非接触三次元測定装置 NH-3SP
【精度】
単位【mm】
 |
 |
|
| 狙い値 | 24.000 | |
| 実測値 | 24.001 | 24.006 |
| 誤差 | 0.001 | 0.006 |
測定機:ニコン製測定顕微鏡 MM-40