





Technology
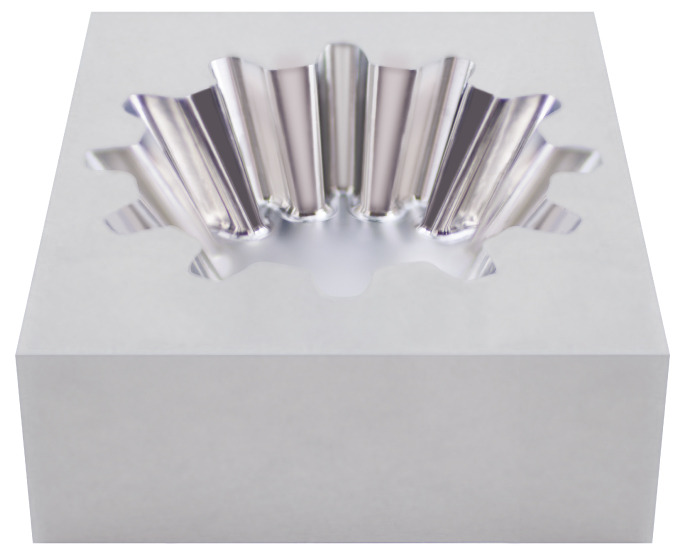
MRBSH330 ギアモデル
微細形状に小径サイズでも高能率を実現する切込み・送り速度
被削材 : YXR7(61.5HRC)
ワークサイズ : 50×50mm
加工深さ : 10mm
クーラント : オイルミスト
総加工時間 : 1時間45分
使用工具
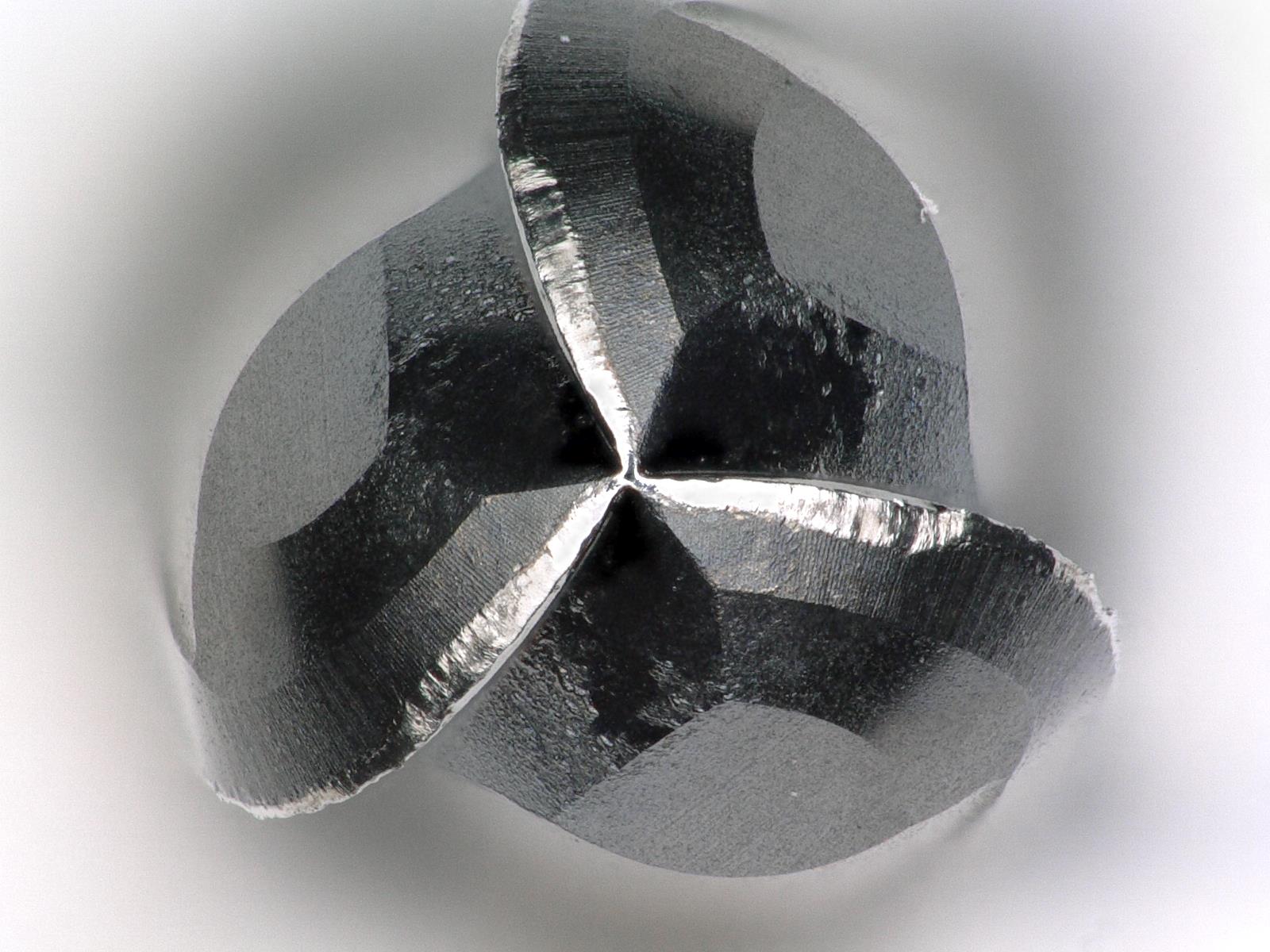
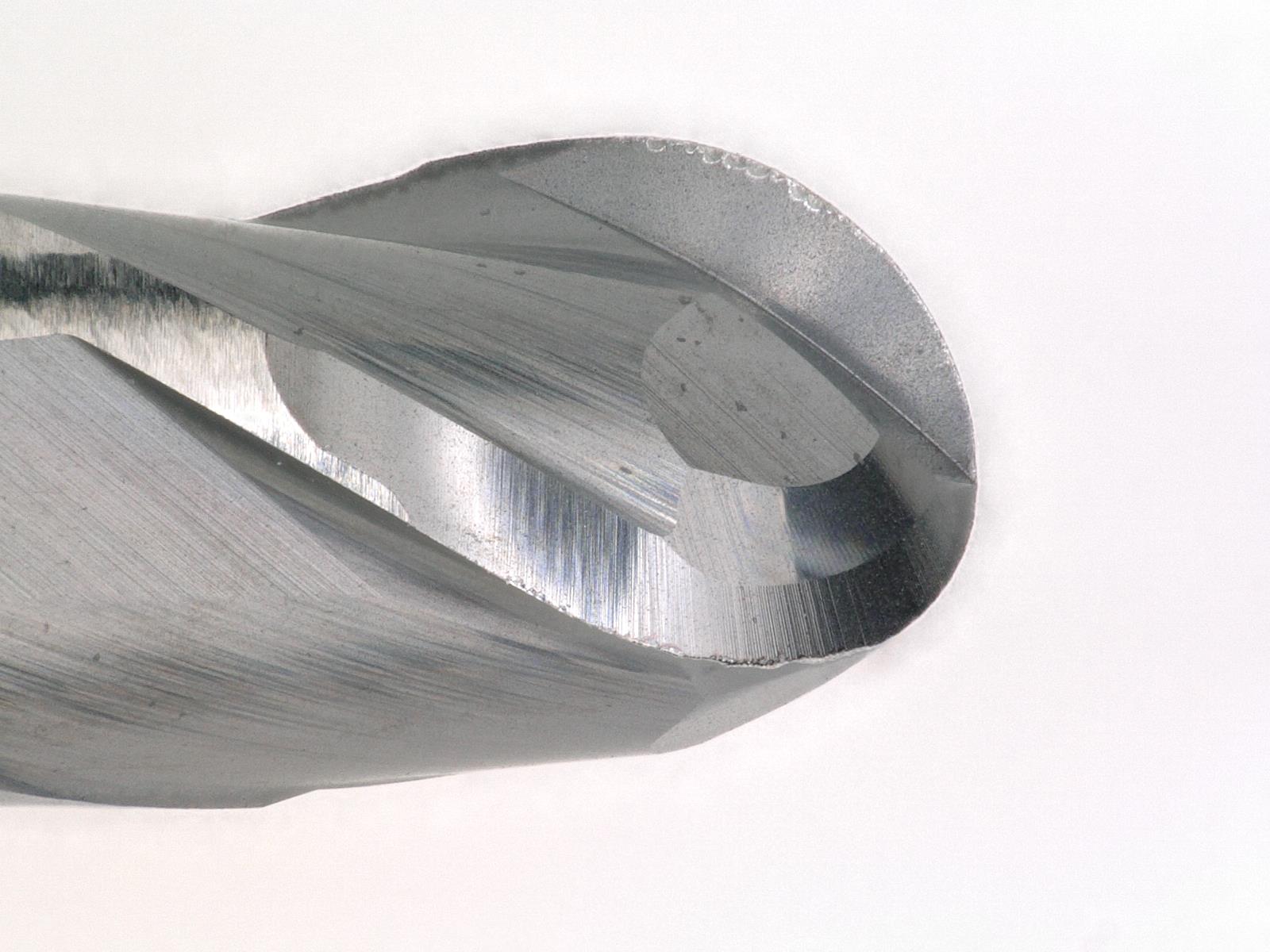
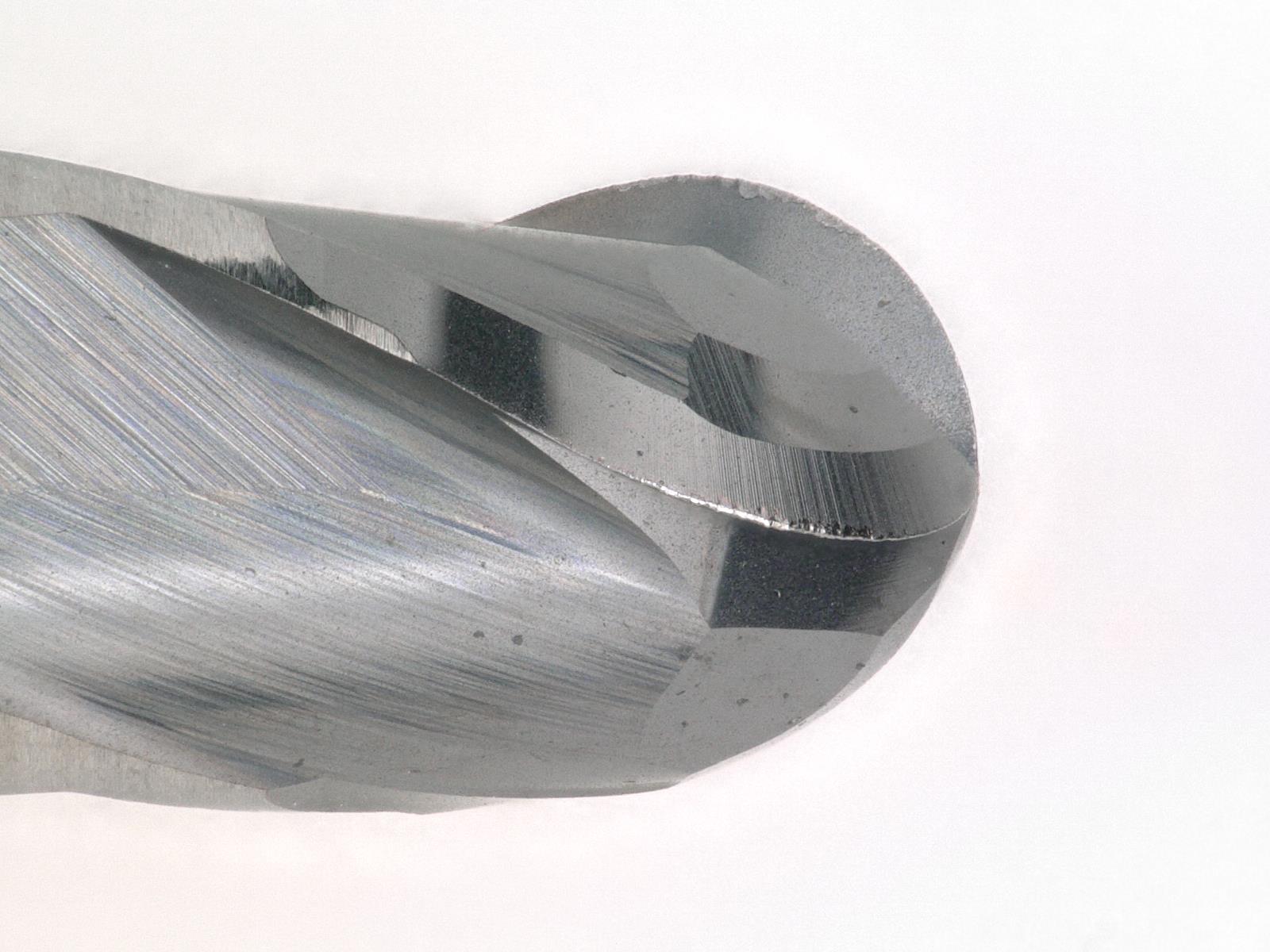
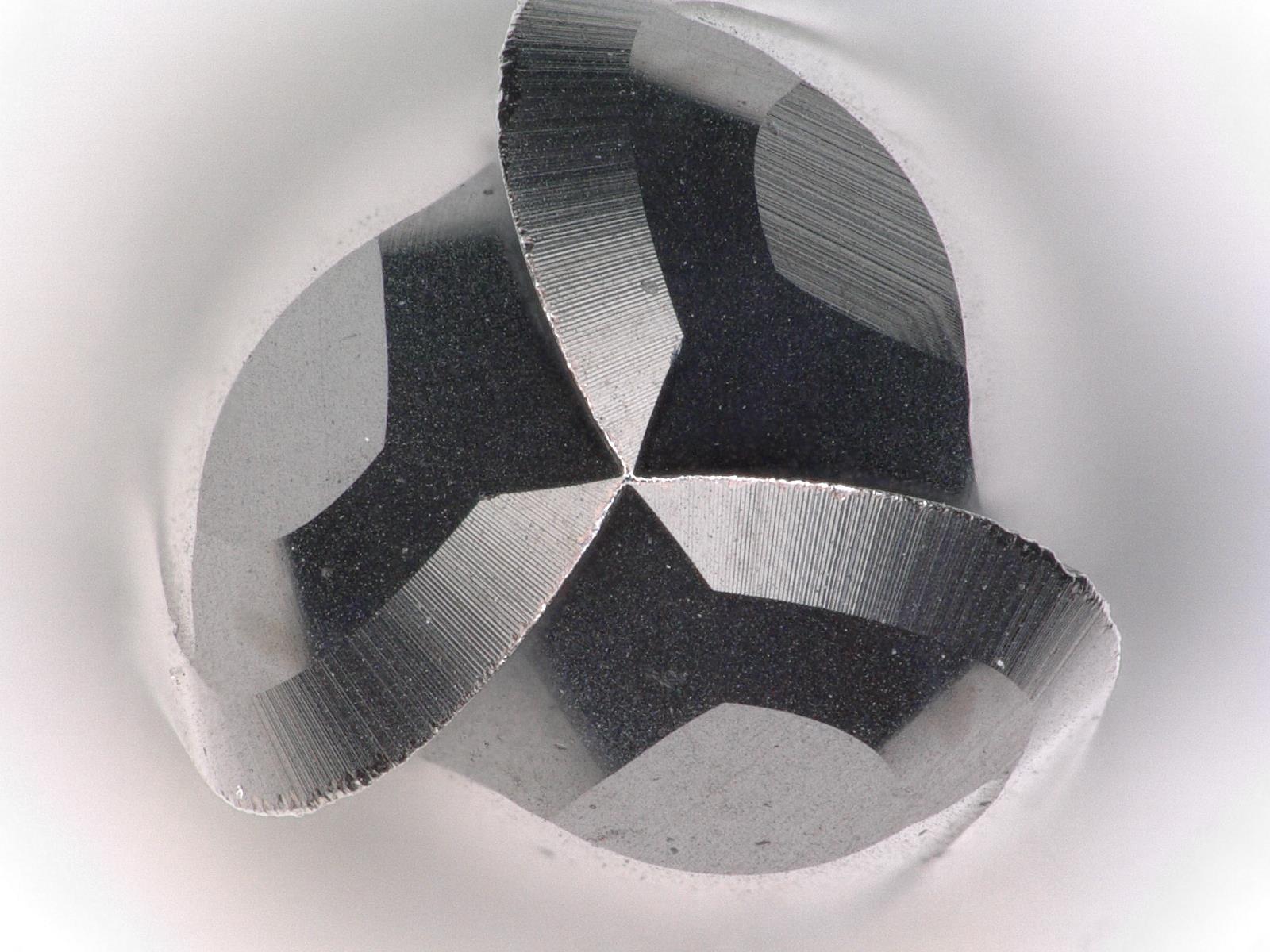
MRBSH330

●中心刃形状を最適化し、高切込みと高送りを可能とした高能率3枚刃ボールエンドミル
●45 ~ 70HRC の高硬度鋼でも、切削性と耐摩耗性を両立し、長寿命・高能率に加工が可能
●R精度は ±0.005mm (R精度は実外径の1/2を基準とする)
●シャンク径公差は-0.001mmから-0.003mmの高精度仕様
切削条件
| 加工工程 | 荒取り | 中仕上げ | 仕上げ |
| 使用工具 | MRBSH330 R1×6 |
||
| 回転数 (min-1) |
20,000 | ||
| 送り速度 (mm/min) |
2,400 | 2,400 | 1,200 |
| 切込み量 ap×ae(mm) |
0.225 × 0.3 | pf:0.09 | pf:0.05 |
| 残し代 (mm) |
0.03 | 0.01 | 0 |
| 加工時間 | 57分 | 12分 | 36分 |
加工結果
【加工精度】
単位 [mm]
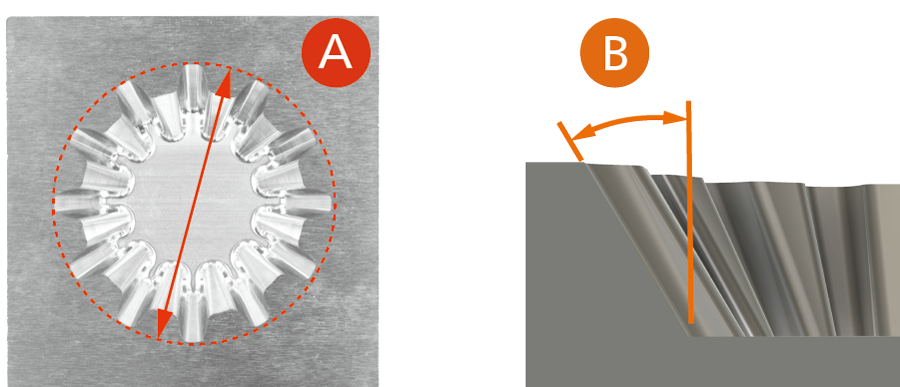
 幅 幅 |
 勾配角 勾配角 |
|
| 狙い値 | 37.073 | 30°45’ |
| 実測値 | 37.069 | 30°48’ |
| 誤差 | -0.004 | + 0° 3’ |
【表面粗さ】
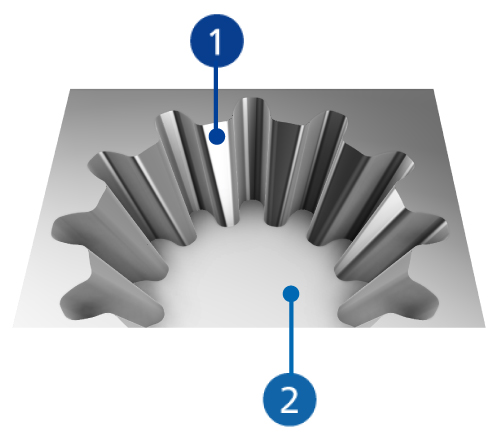
単位 [μm]
 |
 |
|
| Ra | 0.26 | 0.41 |
| Rz | 1.75 | 3.69 |
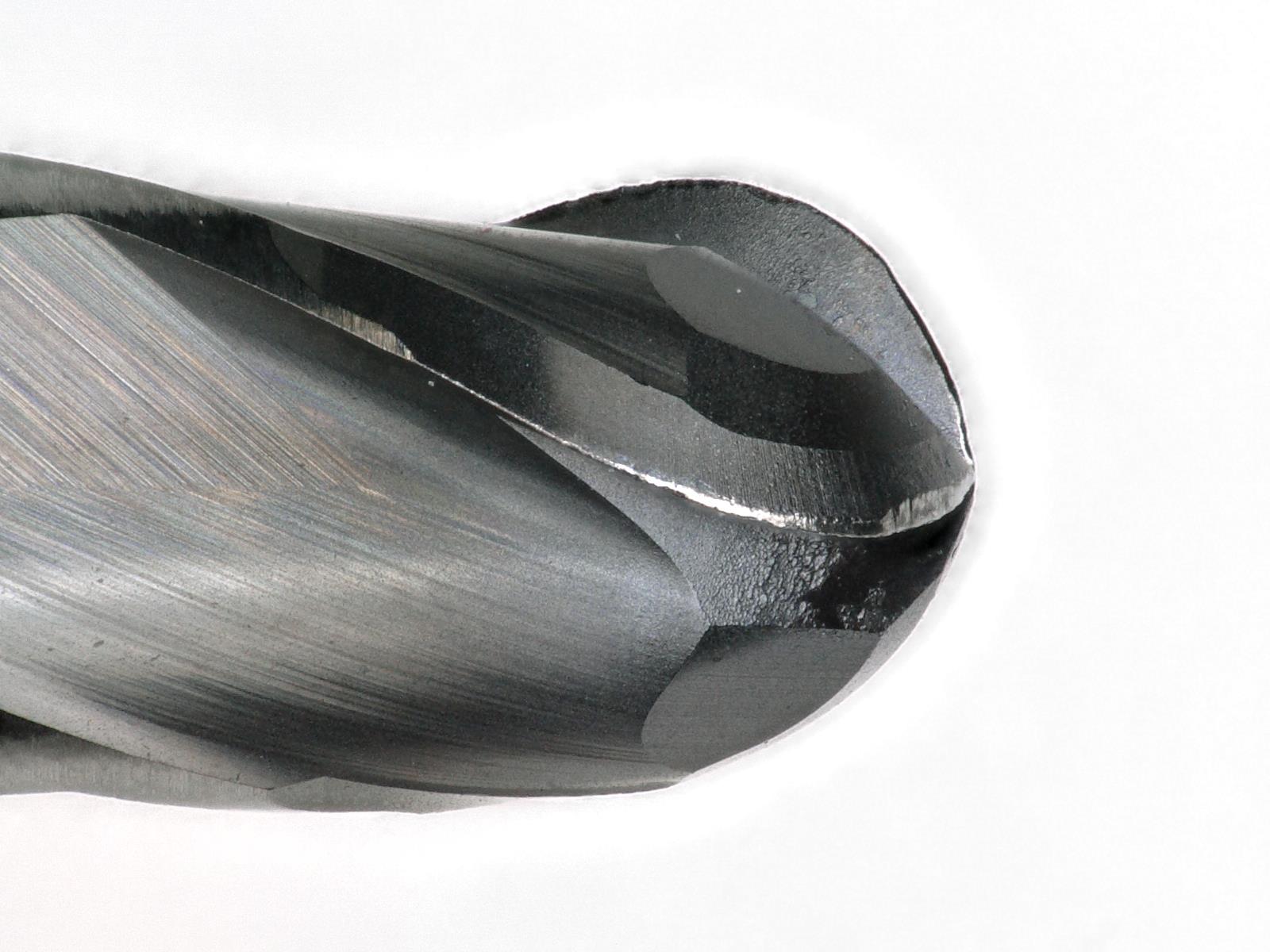
【工具摩耗】
| すくい | 外周 | 先端中心 | 加工時間 | |
| MRBSH330 R1 × 6 荒取り |
 |
 |
 |
57分 |
| MRBSH330 R1 × 6 仕上げ |
 |
 |
 |
36分 |